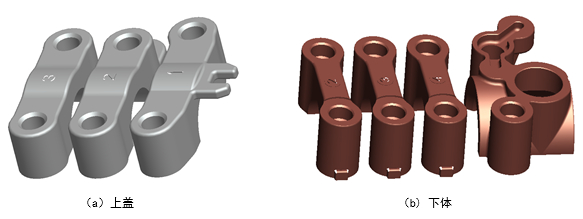
 原標題:基于PROCAST的小型支架一模多腔壓鑄模開發 摘要:介紹了汽車發動機內小型支架的結構和壓鑄生產的主要難點。小型支架壓鑄一般采用一模多腔。運用ProCAST對一模多腔的小型支架模具的流動充型進行了數值模擬,根據模擬結果對澆注系統設計方案進行優化,實現了多腔的流動平衡。結果表明,采用數值模擬分析軟件可以在一模多腔的模具設計中發揮巨大的作用,縮短了模具開發周期。 一、小型支架壓鑄件分析 汽車發動機內有各種小型支架,它們對各種運動功能零件(凸輪軸、傳動軸等)起支撐作用。一般分為上蓋與下體,上蓋與下體各有一個半圓弧,裝配在一起經合鏜加工,裝入軸承。圖1為常見的小型支架外形。隨著汽車產品設計輕量化,這些小型支架也愈加輕巧,常采用壓鑄鋁合金替代原來的鋼材質,質量為20~50 g,為便于裝配。
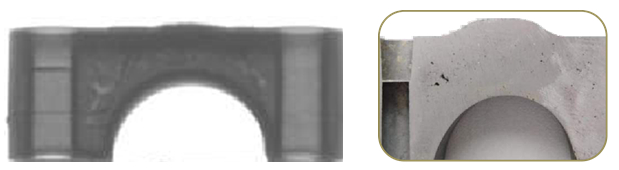
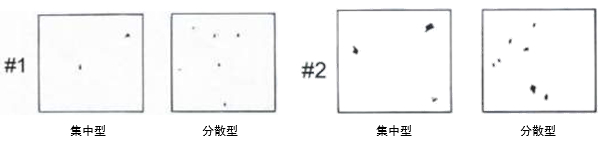
圖1:小型支架的外形圖 小型支架零件上蓋有一個結合面和兩個定位銷孔需要加工,下體連接上蓋與發動機缸體,故一般有2個結合面和4個定位銷孔需要加工,半圓弧孔則需要在發動機廠成套組裝后進行合鏜加工。 二、壓鑄生產的主要難點 小型支架模具結構簡單,一般采用無滑塊的對開模形式。鑄件壁厚不均,容易在壁厚區產生縮孔與縮松(見圖2)。它們在發動機內支承轉動軸,承受了一定的運動載荷和振動,因此對支架壓鑄件內部品質有較高的要求,內部品質要求按圖3的#2標準執行。
圖2:小型支架內部縮孔與縮松
圖3:小型支架的內部質量管控標準 如果在鑄件的內部存在超標的孔洞,很容易在使用過程中斷裂,造成整個發動機的損壞。圖4為某小型支架在發動機耐久試驗時,因內部存大較大縮孔而產生斷裂的故障圖片。
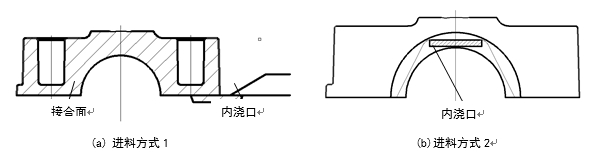
圖4:小型支架因內部縮孔在耐久試驗時斷裂圖片 三、澆注系統設計 小型支架采用一模多腔的形式在臥式冷室壓鑄機生產。一般一模多腔模具澆注系統平衡主要通過對稱設計,或者建立從澆口到各型腔相同的流道,然后在試生產時采用短射法對欠鑄件進行質量對比,從而對澆口截面尺寸進行微調來實現,這會大大增加壓鑄模的試制周期,甚至會縮短壓鑄模的使用壽命。隨著數值模擬軟件的出現,可以較為準確地模擬壓鑄充型及凝固過程,指導一模多腔模具的澆注系統平衡設計,提高設計的準確性,縮短開發周期。 1、進料方式 小型支架壓鑄常采用兩種不同的進料方式。見圖5。進料方式1的優點是模具分型簡單,澆口搭接在接合面上,可通過后序加工去除澆口,缺點是半圓弧兩側溫度不一致,內部品質有差異,且澆口對壁厚區補縮效果不佳。進料方式2從半圓弧分型線處進料,優點是直接對壁厚區補縮,且半圓弧兩側壁厚區溫度一致,內部品質更容易得到保障,缺點是模具有階梯分型,生產難度較大,鑄件會在半圓弧動靜模分型線處殘留澆口痕跡,如果半圓弧端面不加工,將大幅增加澆口清理的工作量,導致生產成本上升。 兩種進料方式在實際生產中都有應用。在半圓弧端面加工的情況下,往往優先采用方式2,若半圓弧端面不加工,往往采用方式1。
圖5:小型支架進料方式 本課題將利用ProCAST軟件,以2JA-2凸輪支架為例,采用進料方式2,進行壓鑄充型及凝固過程模擬,根據模擬結果,對鑄件和流道分布,以及流道形狀尺寸進行反復改進,完成一模多腔模具的澆注系統平衡設計。 2、型腔進料的平衡設計 2JA-2凸輪支架,材料為ADC12壓鑄鋁合金,體積約為9.5 cm3,質量約為25 g,使用伊之密1 800 kN臥式冷室壓鑄機,采用1模6件生產。 1)初步方案 一模多腔模具不同型腔的進料平衡設計要考慮以下因素: (1)各型腔鑄件質量的一致性 保證各型腔中的鑄件獲得相同或相近的填充壓力、填充時間、填充溫度等成形條件,便于工藝參數的調整。一般來說,盡量保證各型腔的分流道的長度與截面尺寸一致,就可以做到同時充滿各個型腔。 (2)鑄件的生產效率 大量生產時在保證成形質量的前提下應盡量縮短流道長度,減少截面積,以縮短填充及冷卻時間和成型周期。 (3)鑄件的成品率(鑄件凈重與模重的比值)。鑄件的模重可以理解為舀料質量,鑄件凈重與模重的比值越大,代表壓鑄生產的材料損耗越小。
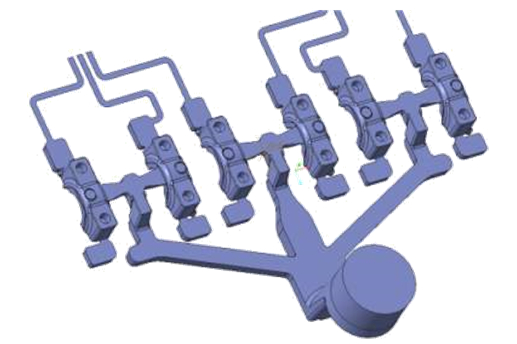
(4)模具外形尺寸的大小 應考慮壓鑄機模板大小是否允許,盡量對稱分布,防止受力不均。
圖6:澆注系統初步設計方案 2)數值模擬 應用ProCAST2016軟件對2JA-2凸輪支架的填充進行數值模擬。導入帶有溢流槽和澆道的stp格式的完整鑄件(見圖6)。對鑄件進行網格劃分后,在VISUAL-CAST模塊下加入虛擬模具。然后設置各初始參數:①在體積管理器中設置鑄件和模具的材料、澆注溫度等;②設置鑄件和模具材料界面傳熱系數(interfaces HTC); ③選擇重力方向;④設置過程參數(process conditions),主要指冷卻方式和澆注速度;⑤選擇高壓鑄造方式(HPDC),并設置相應的模擬參數。 以上設置完畢后,點擊“開始模擬”進行模擬運算。在VISUAL-VIEWER狀態下查看模擬結果,模擬結果見圖7。根據模流分析結果,中間進料道的填充速度遠遠快于左右兩支,快壓轉換點難以設定,各腔壓力傳遞效果亦不同,不符合設計要求,必須更改設計方案。
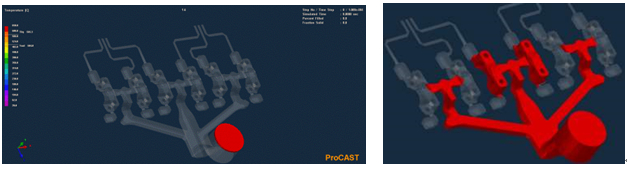
圖7:初步設計方案數值模擬結果 3)改進方案 為了模具結構的緊湊,初始方案流道采用的是1股分流為3股,3股再分流為6股的分布方式。在1股分為3股的時候,中間股流程明顯短于兩側的兩股流道,而且從直澆道直接順流而下,中間股的流道阻力明顯較其他兩股更小,導致填充結果不理想。因此,通過調整3股流道的截面尺寸,增加中間流道的流動阻力,減小兩側流道的流動阻力來改善。但是發現收效甚微。原因是中間流道的長度遠遠小于兩側流道,而且中間流道少一次流道轉向,流動阻力更小所致。 為平衡各型腔的流道長度和流向,對小支架澆注系統的分布進行了改進,見圖8。主流道一股分流為四股,中間兩股再每股一分為二,形成六股分支進料,對6個型腔進行進料。中間兩股分支橫澆道分別澆注兩個型腔,兩側的分支橫澆道各澆注一個型腔,通過加大中間兩股進料澆道的深度來增加截面積以達到控制流速的目的。
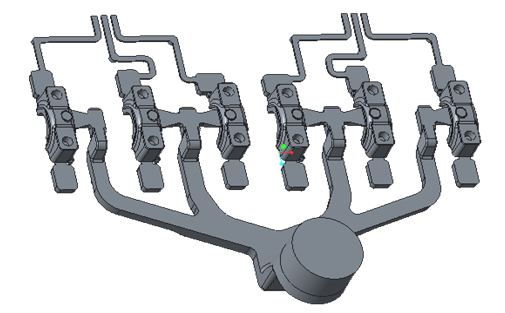
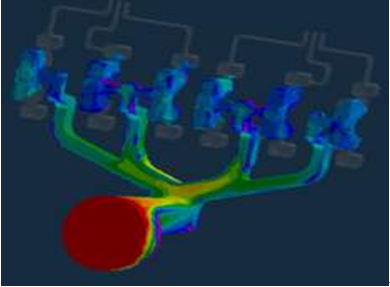
圖8:小型支架澆注系統改進設計方案 4)改進方案的數值模擬 改進方案的模擬結果見圖9。根據模流分析結果,4支分支進料道填充速度相近,各腔的填充狀態差異小,快壓啟動點易于設定,壓力傳遞效果亦能得到改善,符合設計要求。
圖9:改進方案數值模擬結果 四、生產驗證 1、壓鑄工藝參 生產采用DM180臥式冷室壓鑄機,選用φ50 mm沖頭。慢壓射25模,快壓5模;鋁合金保溫溫度為(660±15)℃。主要壓鑄工藝參數為:慢壓射速度(沖頭)為0.25 m/s,快壓射速度為3.5 m/s,高速行程為50 mm,鑄造比壓約為80 MPa。 采用X光探傷結合線切割剖切目視的方式,見圖10。
圖10:x光探傷結果 2、驗證結果 通過6個月的品質跟蹤,經X光探測檢測,小支架的內部品質可以100%達到客戶要求的2#標準,按1#標準計,達標率約為90%,且1模6腔各模腔的質量無明顯差異。 內部品質除取決于模具澆注系統設計之外,還與生產條件的管理息息相關,特別是模溫、料溫的控制以及噴涂的管理。 五、結束語 數值模擬可以方便、快捷地指導一模多腔模具的澆注系統設計,實現合金在多個型腔中的流動平衡,指導壓鑄工藝的調整,達到較好的壓鑄成型質量,減少試模時間,降低廢品率,縮短生產周期。同時,要想在量產中實現內部質量的100%達標,一定要減少或管控好壓鑄生產中的變化點。 作者:
王磊 李珊 |


.jpg)
.jpg)
.jpg)