.png) 原標(biāo)題:基于ProCAST的殼座壓鑄數(shù)值模擬及工藝優(yōu)化 變送器是把傳感器的輸出信號轉(zhuǎn)變?yōu)榭杀豢刂破髯R別的信號的轉(zhuǎn)換器,其殼座支撐著變送器的儀表裝置,是變送器的重要組成部件。殼座的材質(zhì)為YL113,強(qiáng)度夠,質(zhì)量也輕。殼座采用壓力鑄造。相對其他工藝方法來說,壓力鑄造可以連續(xù)地、大批量地生產(chǎn)出與壓鑄型腔相符的壓鑄件,壓鑄件切削量少,可以很好地節(jié)約成本。 但是如何減少壓鑄件的缺陷,一直是生產(chǎn)的難題。采用人工試模,試驗(yàn)周期長,成本也高。使用ProCast軟件,對殼座進(jìn)行正交試驗(yàn)的數(shù)值模擬,通過分析模擬結(jié)果,優(yōu)化出合理的壓鑄工藝參數(shù)并應(yīng)用于實(shí)際生產(chǎn)中,節(jié)省了人工試模的成本和時(shí)間。 一、殼座結(jié)構(gòu)特點(diǎn) 殼座的尺寸為128 mm×116 mm×119 mm ,平均壁厚為7.86 mm,體積為-42.64 g•cm•K),模具與空氣的傳熱系數(shù)為10 W/(m2•K)。選擇高壓壓鑄,模擬終止步長為5000步。
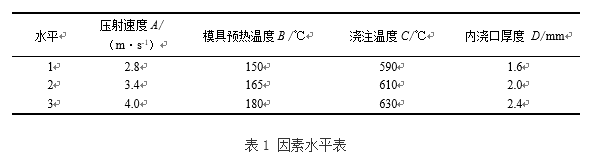
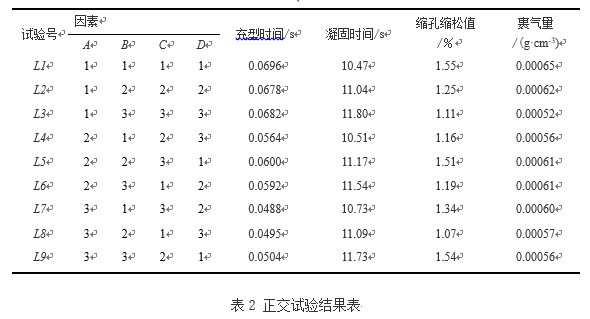
四、正交試驗(yàn)設(shè)計(jì)及工藝參數(shù)優(yōu)化 正交試驗(yàn)設(shè)計(jì) 影響壓鑄件質(zhì)量的因素有很多,例如內(nèi)澆口的厚度大小及模具預(yù)熱溫度、澆注溫度、壓射速度等 。選擇壓射速度(A)、模具預(yù)熱溫度(B)、澆注溫度(C)、內(nèi)澆口厚度(D)為因素,以充型時(shí)間、凝固時(shí)間、縮孔縮松量及裹氣量為指標(biāo)建立4因素3水平正交試驗(yàn)表。其中,縮孔、縮松量由平均體積分?jǐn)?shù)來表示。表1為因素水平表,表2為正交試驗(yàn)結(jié)果表。
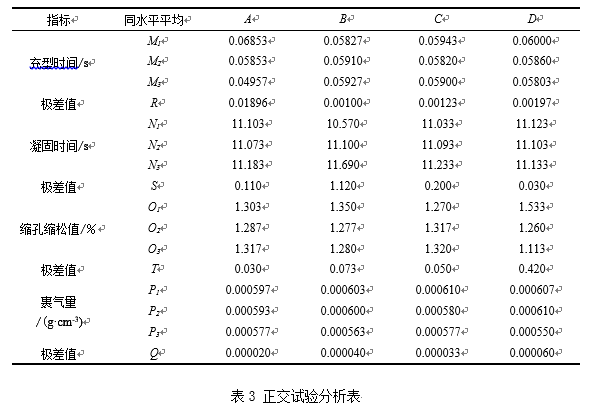
模擬結(jié)果分析 根據(jù)正交試驗(yàn)的結(jié)果,分析鑄件充型、鑄件凝固及鑄件縮孔、縮松值的情況,得到分析結(jié)果見表3。
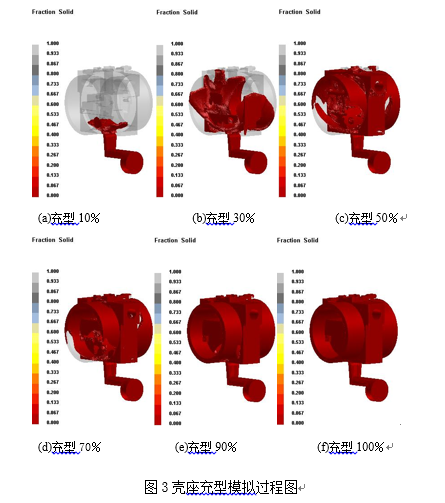
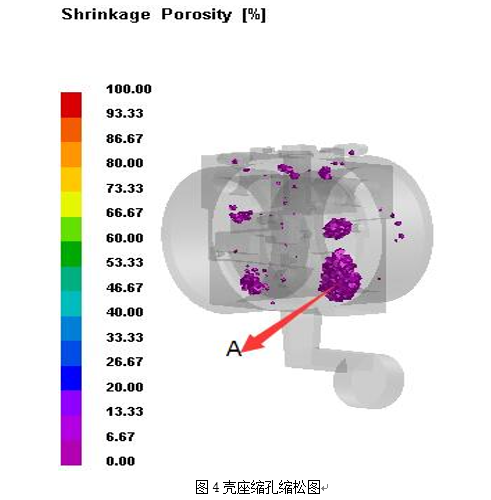
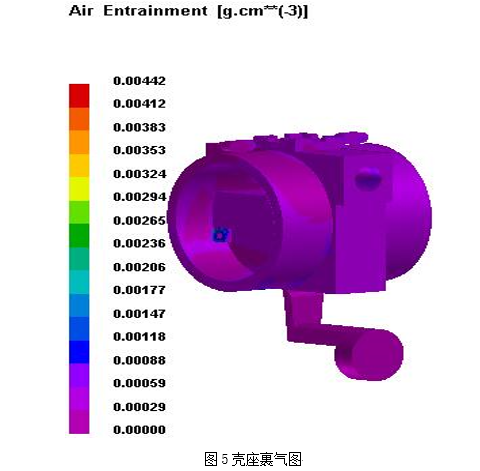
通過充型時(shí)間和充型指標(biāo)兩個(gè)判斷標(biāo)準(zhǔn)來確定各組工藝參數(shù)下充型過程的好壞。充型指標(biāo)是對在壓力鑄造過程中的流動狀態(tài):層流、紊流、裹氣、沖刷、澆不足等現(xiàn)象的綜合評價(jià)。根據(jù)表3可知,壓射速度對鑄件充型時(shí)間的影響較大,當(dāng)壓射速度越大,充型時(shí)間也就相對越少。由于在相同條件下,壓射速度越大,金屬液體進(jìn)入內(nèi)澆口的速度越大,導(dǎo)致了鑄件的充型時(shí)間越少。 凝固過程的模擬主要是觀察和分析溫度的的變化與趨勢。分析表3可知,模具預(yù)熱溫度對凝固時(shí)間的影響最大,這是因?yàn)槟>哳A(yù)熱溫度越高,金屬液的散熱速度就越慢,凝固時(shí)間也就越長。 由表3可知,隨著壓射速度增大,鑄件的縮孔、縮松值呈現(xiàn)先減小再增加的趨勢。當(dāng)壓射速度為3.4 m/s時(shí),鑄件的縮孔、縮松值最小;隨著模具預(yù)熱溫度升高,鑄件的縮孔、縮松值也呈現(xiàn)了先減小再增加的趨勢,在預(yù)熱溫度為165 ℃時(shí),鑄件的縮孔、縮松值最小;隨著澆注溫度升高,鑄件的縮孔、縮松值呈現(xiàn)增加的趨勢,在澆注溫度在590 ℃時(shí),鑄件縮孔、縮松值最小;適當(dāng)?shù)脑黾觾?nèi)澆口的厚度,有利于減少鑄件裹氣缺陷及補(bǔ)縮壓力的傳遞,內(nèi)澆口的厚度為2.4 mm時(shí),鑄件的縮孔、縮松值最小。 優(yōu)化后的工藝參數(shù) 在壓鑄生產(chǎn)中,鑄件的縮松、縮孔值和裹氣量應(yīng)盡量少,以保證鑄件的強(qiáng)度。在保證鑄件質(zhì)量的基礎(chǔ)上應(yīng)盡量減少充型時(shí)間及凝固時(shí)間,來縮短鑄件的生產(chǎn)周期,提高生產(chǎn)效率。因此,以縮孔、縮松值和裹氣量為主,綜合考慮來確定優(yōu)化的工藝參數(shù)為A2B2C1D3,即壓射速度為3.4 m/s,模具預(yù)熱溫度為165 ℃,澆注溫度為590 ℃,內(nèi)澆口厚度為2.4 mm。 五、優(yōu)化后的工藝參數(shù)數(shù)值模擬 根據(jù)優(yōu)化出的工藝參數(shù)對殼座進(jìn)行數(shù)值模擬,圖3為殼座充型模擬過程,圖4為殼座縮孔、縮松缺陷,圖5為殼座裹氣圖。
由圖3可知,金屬液經(jīng)過直澆道、橫澆道及內(nèi)澆口后,進(jìn)入型腔內(nèi),先填充中央部分,然后向型腔四周填充,直到型腔被填滿,充型過程完畢。金屬流動方式總體平穩(wěn),流動狀態(tài)較好。
由圖4可知,鑄件的縮孔、縮松主要集中在鑄件壁厚較大的位置處。該位置不是受力部位,因而對鑄件的整體質(zhì)量并沒有影響。
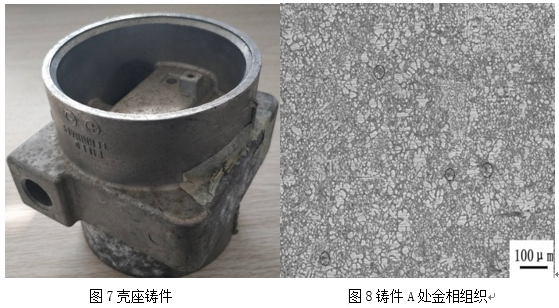
由圖5可知,殼座鑄件的裹氣部分主要集中在靠近內(nèi)澆口處,由于內(nèi)澆口附近金屬液流動速度相對較快,卷入的氣體也會較多。 用優(yōu)化的工藝參數(shù)模擬得出的殼座鑄件充型時(shí)間為0.0 555 s,凝固時(shí)間為11.12 s,縮孔、縮松平均體積分?jǐn)?shù)為1.10 %,平均裹氣量為0.00 059 g?cm-3,與9組正交試驗(yàn)比較,總體相對較小,鑄件質(zhì)量得到了較大提高,因此優(yōu)化工藝可行。 六、生產(chǎn)驗(yàn)證 選用J1125型臥式冷室壓鑄機(jī),利用設(shè)計(jì)制造出的殼座壓鑄模具及優(yōu)化的壓鑄工藝參數(shù)進(jìn)行殼座壓鑄。圖7為生產(chǎn)出來的殼座,鑄件形狀清晰,未發(fā)現(xiàn)明顯缺陷。根據(jù)模擬結(jié)果對鑄件容易產(chǎn)生縮孔、縮松的位置(圖4中A點(diǎn)位置處)進(jìn)行金相組織觀察,圖8為A處金相組織圖,可以看出鑄件微觀孔洞較少,且容易產(chǎn)生縮孔縮松的位置位于鑄件厚壁中間,不是工作位置,對鑄件質(zhì)量影響較小。證明該鑄件質(zhì)量合格,可以大批量生產(chǎn)。
七、結(jié)論 (1)對殼座壓鑄件進(jìn)行了充型凝固過程數(shù)值模擬,優(yōu)化出合理的內(nèi)澆口厚度為2.4 mm和壓鑄件工藝參數(shù):澆注溫度為590 ℃,模具預(yù)熱溫度為165 ℃,壓射速度3.4 m/s。 (2)建立正交試驗(yàn)得出內(nèi)澆口厚度對縮松縮孔的影響大于澆注溫度、預(yù)熱溫度和澆注速度的影響。
(3)根據(jù)模擬結(jié)果設(shè)計(jì)并制造出了殼座壓鑄模具,進(jìn)行了壓鑄試驗(yàn),得到了合格的殼座壓鑄件,驗(yàn)證了模擬結(jié)果的正確性且可應(yīng)用于實(shí)際生產(chǎn)中。 |
.png)
.jpg)
.jpg)
.jpg)